Anodisation de produits de moulage sous pression en aluminium
A la fin du processus de fabrication, l'étape suivante consiste à appliquer les finition de surface. Il existe différentes méthodes, mais dans les matériaux en aluminium ou d'autres matériaux, le processus d'anodisation est une méthode réputée. La raison n'est pas farfelue, car elle conduit à la production d'un produit durable mais beau. L'anodisation passe par des processus qui doivent être compris, et deux parties importantes sont de savoir comment colorer l'aluminium et les couleurs d'aluminium anodisé à utiliser.
Les couleurs d'anodisation sont importantes car elles en disent long sur les propriétés du produit final. Dans cet article, vous découvrirez l'anodisation, les couleurs courantes de l'aluminium anodisé et la façon de colorer les produits en aluminium à l'aide de l'anodisation. Allons-y pour que vous puissiez comprendre comment le processus fonctionne.
Avant de discuter des différentes couleurs d’aluminium anodisé ou de la façon de colorer l’aluminium, nous devrions vous demander en quoi consiste le processus. À moins que vous n'ayez une formation scientifique ou que vous soyez déjà profondément enraciné dans le processus, il ne sera pas surprenant que vous vous interrogeiez sur le processus d'anodisation de l'aluminium. Par conséquent, dans cette section, nous résumerons les éléments de base du processus.
L'anodisation de l'aluminium est un processus électrochimique dans lequel produits en aluminium les surfaces sont recouvertes d'une couche d'oxyde résistante à l'usure. Par conséquent, les produits présentent des propriétés qui améliorent la qualité et l’esthétique. Par exemple, ils sont durables, résistants à l’usure et à la corrosion. Ils ont également cette belle sensation qui répond aux exigences esthétiques de la plupart des utilisateurs.
L'anodisation est une réaction de cellule électrochimique avec la partie en aluminium servant d'anode, la cathode étant un matériau inerte et un électrolyte acide. Voici les réactions électrochimiques à l'électrode :
Il existe trois types de processus d'anodisation, chacun étant différent en termes d'intensité de revêtement. La différence est due aux électrodes, aux électrolytes et à l'énergie utilisée dans chaque processus.
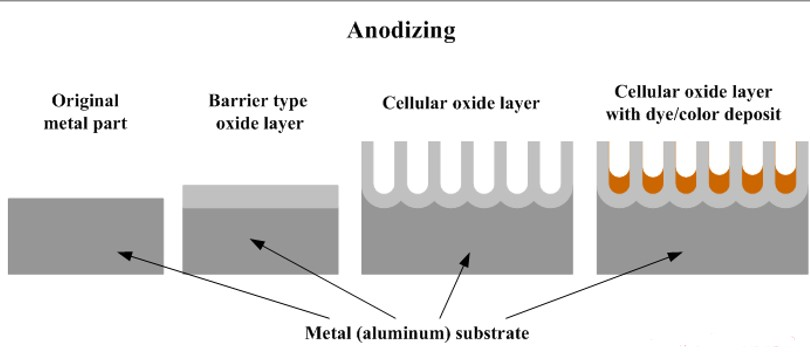
Le procédé d'anodisation de type 1 est également connu sous le nom de type "léger", et il implique l'utilisation d'acide chromique comme électrolytes et de la partie en aluminium comme anode. Lorsque le courant est amené à traverser l'électrolyte, des particules positives de l'anode sont éjectées, formant des rainures microscopiques à la surface. Les rainures microscopiques sont ensuite oxydées pour former une couche d'oxyde. Par rapport aux produits en aluminium normaux sans finitions, les produits fabriqués selon ce procédé ont une meilleure résistance à la chaleur et à la corrosion.
Le procédé d'anodisation de type 2 utilise de l'acide sulfurique au lieu de l'acide chromique. L'acide sulfurique est plus puissant, conduisant à une meilleure éjection des particules d'aluminium positives que ce que l'on voit dans les types 1. Par conséquent, la rainure microscopique formée est plus profonde et la couche d'oxyde est plus épaisse. Ces deux propriétés sont responsables des meilleures propriétés de rétention de la peinture présentées par les pièces en aluminium de type 2.
Le procédé d'anodisation de type 3 est idéal pour réaliser produits en aluminium lourd. Contrairement aux autres types de processus d’anodisation, il utilise une tension plus élevée et un acide fort (acide sulfurique).

Les couleurs d'anodisation sont différentes des couleurs d'autres techniques telles que le revêtement en poudre ou la peinture. En termes d’obtention de la cohérence des couleurs, il existe des difficultés dues aux nombreuses variables impliquées dans l’anodisation.
Bien que le processus d'anodisation soit ouvert à toutes les couleurs de l'arc-en-ciel, les couleurs d'aluminium anodisé utilisées dépendent fortement de nombreux facteurs tels que la taille, la qualité et la finition des rubans. Vous trouverez ci-dessous les étapes à suivre pour colorer les produits en aluminium à l'aide d'un processus d'anodisation.
La première étape commence par le nettoyage des produits en aluminium dans les réservoirs de détergent et de rinçage. Après lavage, la pièce est décapée pour donner une surface polie et brillante. La gravure est effectuée pour éliminer les traces de métaux qui peuvent entraîner une erreur au cours du processus.
Après le nettoyage, le processus d'anodisation a lieu. Vous pouvez anodiser en utilisant l'un des trois types d'anodisation décrits ci-dessus. Cependant, il y a d'autres choses à surveiller.
Il existe quatre façons d'ajouter des couleurs d'aluminium anodisé. Vous trouverez ci-dessous une explication des quatre méthodes.
Le scellement est la dernière étape de l'anodisation. Ici, les molécules de colorant qui se trouvent sur le pore sont piégées dans les pores. Le scellement empêche l'absorption de molécules indésirables dans les pores.
Le scellage se fait dans de l'eau chaude à une température de 200ºF (93ºC). Les cristaux d'oxyde d'aluminium hydraté formés dans l'eau chaude sont responsables du scellement des pores. Les sels métalliques peuvent également se déposer après avoir été dissous dans de l'eau chaude à 180 ºF (86 ºC).
L'anodisation des couleurs, contrairement aux peintures, est soustractive et non addictive. Si vous comprenez le concept de lumière, vous comprendrez la distinction que cela apporte. Normalement, la couleur montrée par n'importe quel matériau est ce qui est réfléchi par rapport à ce qui est absorbé. Par conséquent, si la lumière blanche brille sur un seau bleu, le seau absorbe les autres couleurs et réfléchit le bleu. Cela nous fait le percevoir comme un seau bleu. Le processus est le même dans la couleur d'anodisation.
Cependant, il a un léger ajout. Au lieu de réfléchir la lumière, le film anodisé formé sur la surface transmet la lumière à l'aluminium à la surface de base. Le métal de base le réfléchit ensuite sur le film et à l'extérieur. Par conséquent, la couche anodisée agit comme un filtre au lieu d'un réflecteur, ce qui est important dans la correspondance des couleurs.
Faire correspondre la bonne couleur n'est pas facile, surtout s'ils n'appartiennent pas au même lot. Pour choisir la bonne méthode de correspondance, vous devez comprendre le concept de correspondance des couleurs expliqué ci-dessus et les facteurs importants déterminant l'apparence des couleurs d'anodisation. Voici ce que vous devriez rechercher :
C’est le facteur le plus critique à surveiller lors de l’anodisation colorée de l’aluminium. Chaque qualité d'aluminium a sa couleur et ses nuances, et elles affectent la correspondance des couleurs.
La finition (une partie du film) joue un rôle énorme dans les propriétés réfléchissantes du produit en aluminium. Par conséquent, pour le meilleur en termes de correspondance des couleurs, il est préférable d'utiliser un échantillon avec la même finition.
Le type de colorants utilisés joue également un rôle énorme dans la variation de couleur somnolente. Il y a une augmentation de la variation de couleur lorsqu'il y a un besoin de plus de colorants pour correspondre à la couleur, la variation de couleur augmente. De plus, la superposition est importante car il peut y avoir des variations de couleur de chaque couche.
La structure cristalline du métal qui compose le produit influence également les propriétés réfléchissantes d'un produit en aluminium. Sous un angle, les couleurs peuvent sembler correspondre. Cependant, un angle de réflexion différent peut montrer le contraire. Cette condition est le "retournement des couleurs" et joue un rôle énorme dans la correspondance des couleurs.
L'anodisation est un processus électrolytique de grande importance dans la finition de surface, utilisé pour améliorer le processus de finition de surface en termes d'esthétique, de relativité optique, etc. Cet article parle du processus d'anodisation et de la façon de colorer les pièces en aluminium. Il a également évoqué les facteurs qui jouent un rôle important dans la correspondance des couleurs. Il ne fait aucun doute que le processus d’anodisation peut sembler complexe. Cependant, pour obtenir le meilleur en termes de qualité et de faible coût, vous pouvez nous faire confiance.
NINGBO FUERD MÉCANIQUE CO., LTD
Site Web : https://www.fuerd.com













