La machine de moulage sous pression, le moule et l'alliage sont basés sur
pièces moulées sous pression, et le processus de moulage sous pression les traverse, les intègre organiquement dans un système efficace, de sorte que la machine de moulage sous pression et le moule puissent être bien assortis, et que la structure des pièces de moulage sous pression soit optimisée, de préférence la machine de moulage sous pression , optimiser la conception du moule de moulage sous pression et améliorer la flexibilité du point de travail du processus, afin de fournir une garantie fiable pour la production de moulage sous pression. Par conséquent, il va de soi que le processus de moulage sous pression est contenu dans le moule.
La position de la porte intérieure pendant le moulage sous pression affecte la conception structurelle, la qualité et
moule de moulage sous pression la conception des pièces moulées sous pression et l'invite pour définir correctement la position de la porte intérieure peuvent être obtenues en interrogeant les données. En raison de la variété des structures de moulage, il est très difficile de choisir la bonne position de la porte intérieure, mais il existe également des exigences de base. Par exemple, il est généralement admis que le réglage de la grille intérieure doit rendre le jet de métal lors du remplissage aussi libre que possible dans la cavité. Il s'écoule sur une longue distance, c'est-à-dire que la position, la forme et la taille (angle d'écoulement) correctes de la porte intérieure sont adaptées aux paramètres de moulage sous pression pour que le jet de métal se dilate et tourne de manière ordonnée le long du moule. mur, et continuer à s'étendre jusqu'à la fin. La majeure partie de la cavité (c'est-à-dire la cavité principale) est remplie par des jets, et seule une petite partie de la cavité (c'est-à-dire la cavité non principale) est remplie par la branche du métal en fusion ou par la collision de la métal fondu. Le système de trop-plein élimine les résidus.
Le même
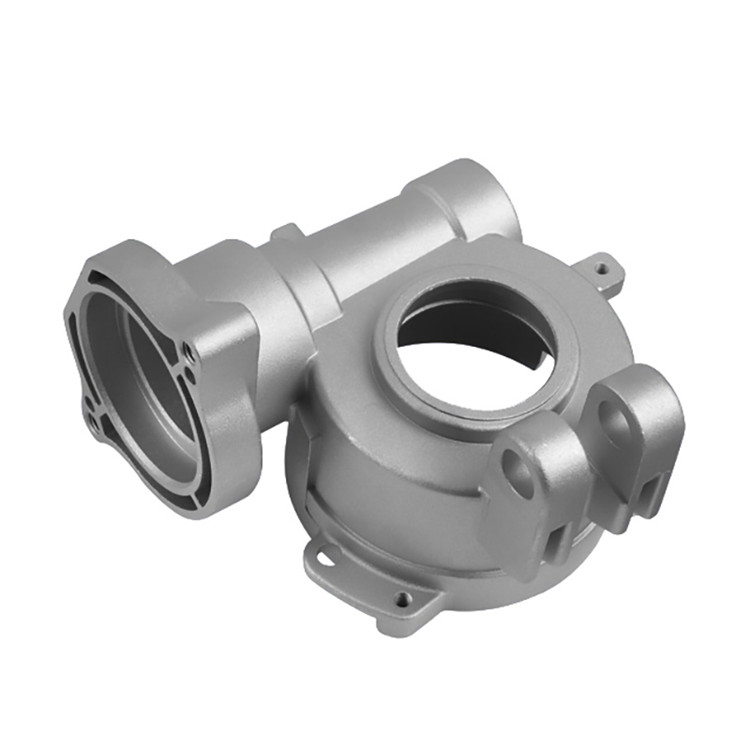
pièce moulée sous pression choisit différentes positions de grille interne et angles d'écoulement pour obtenir différentes cavités principales, cavités sans tige et leurs pourcentages de surface respectifs. Lorsque la coque est moulée sous pression, en raison des différentes positions des grilles internes, des résultats différents peuvent être obtenus. La cavité principale et la cavité sans tige. La porte est perpendiculaire à une paroi latérale, car le trou rectangulaire au sommet de la pièce sépare les deux parois latérales, le résultat est qu'un seul côté est la cavité principale ; pour remplir l'autre paroi latérale, les deux extrémités du canal doivent être reliées, et les deux derniers brins. Le flux de liquide converge pour terminer le remplissage, et cette partie est la cavité non principale. Parce que le pourcentage de surface de la cavité principale n'est pas élevé, beaucoup de déchets seront générés.
La position de la porte intérieure n'est pas modifiée, mais le trou rectangulaire supérieur est connecté à une nervure de processus d'épaisseur de paroi égale, de sorte que le métal en fusion tourne pendant le remplissage, et l'autre paroi latérale est remplie le long de la nervure, de sorte que les deux côtés les murs deviennent la cavité principale. , Le pourcentage de la cavité principale est augmenté et la qualité des moulages est également grandement améliorée. Le trou carré supérieur n'ajoute pas de nervures de processus, mais la porte intérieure est placée à une extrémité de la pièce, de sorte que le métal fondu soit rempli des deux parois latérales en même temps, augmentant ainsi le pourcentage de la cavité principale, assurant la qualité et l'amélioration du taux de qualification. Il s'agit de trois types de réglages de gate interne pour la même partie, ce qui prouve la criticité de la position de gate interne.
Bien que la technologie informatique aide à sélectionner l'emplacement de la porte intérieure, la technologie informatique n'est qu'une méthode, et la conception de la position de la porte intérieure est toujours une technologie clé.
Sur la base des moulages, optimisez le système d'alliage de machine de moulage sous pression pour améliorer la flexibilité du processus. Dans le système d'alliage de machine de moulage sous pression, la qualité et les performances des pièces de moulage sous pression peuvent être améliorées en ajustant les paramètres de processus. Ces paramètres de processus sont limités par une fenêtre de travail (OW). Cela montre que OW est le diagramme limite de ces paramètres de processus. Dans le processus de moulage sous pression, le temps de remplissage, la vitesse de grille interne et la pression statique finale du métal sont utilisés pour définir l'OW. Ces paramètres sont liés au phénomène de remplissage et dépendent de la conception du moule et des performances de la machine de coulée sous pression. Lors de la conception du moule, tous les points dans OW sont considérés comme égaux et n'ont aucune priorité. On peut considérer que le meilleur point de fonctionnement existe à un point inconnu dans OW, qui ne peut être trouvé avant que le moule de coulée sous pression ne soit installé sur la machine de coulée sous pression. son. Dans la phase de conception du moule, s'assurer qu'il est facile de trouver un bon point de travail repose sur la prise en compte de la flexibilité, qui est obtenue grâce à l'ajustement dans OW.
Pour cette raison, les paramètres de processus sont divisés en deux types : les paramètres souples et les paramètres durs. Les paramètres souples font référence à des paramètres ajustés par une opération ou un dispositif de contrôle, tels que le niveau de puissance, la pression du métal, la température de fusion, la température du moule et la durée du cycle. Les paramètres durs font référence à un moule qui doit être corrigé ou à une machine de moulage sous pression qui doit être corrigée en même temps, tels que le diamètre du poinçon, la zone de la porte, la rainure d'échappement, etc. Les paramètres souples sont faciles à modifier et à réussir pendant le moulage essai, tandis que les paramètres durs sont difficiles, coûteux et longs à modifier. Il est souvent nécessaire de démonter le moule pour une nouvelle correction. Par conséquent, la méthode d'optimisation est basée sur des paramètres souples et étend la flexibilité des points de réglage dans OW, offrant ainsi une plage plus large pour les tests de moule et évitant des changements de moule longs et coûteux.
La température du moule est l'un des paramètres importants du processus. On peut dire qu'une température de moule correcte et constante est la condition de base pour une production de haute qualité et fiable, une productivité élevée, un faible taux de rejet et une longue durée de vie du moule.
Avant le moulage sous pression, le moule doit être préchauffé pour que la température du moule atteigne 150-200 ℃, ce qui est bénéfique pour le revêtement, réduit la réduction de la température de fusion et prolonge l'écoulement à l'état fondu, ce qui est bénéfique pour le remplissage de la cavité. De plus, le préchauffage du moule peut également augmenter la ténacité du matériau du moule et réduire le choc thermique de la surface de la cavité. La meilleure façon de préchauffer le moule est d'utiliser de l'huile chaude pour chauffer, à l'aide d'une machine à température de moule pour fournir de l'huile chaude en circulation et pour contrôler la température du moule. Si la machine est équipée d'un dispositif de chargement et de déchargement rapide du moule, le moule peut être préchauffé avant l'installation, ce qui permet d'économiser le temps de préchauffage du moule sur la machine et d'accélérer le démarrage de la machine. Dans le même temps, la machine de température du moule est également équipée d'un système de circulation d'eau de refroidissement pour refroidir le moule si nécessaire. Le chauffage au gaz est aussi une méthode. Le gaz naturel ou le gaz de charbon peuvent être utilisés en fonction des conditions d'usine. Dans ce cas, la température du moule peut être mesurée avec un thermomètre de surface et un stylo thermométrique. D'autres méthodes de chauffage incluent l'électricité et le chauffage infrarouge lointain.

Ningbo Fuerd a été fondée en 1987, est leader des services complets
Outillage de moulage sous pression,
moulage sous pression en aluminium,
moulage sous pression de zinc,
Coulée par gravité fabricant. Nous sommes un fournisseur de solutions offrant un large éventail de capacités et de services qui incluent le support technique,
conception,
moules, complexe
Usinage CNC, imprégnation, culbutage, chrome, revêtement en poudre, polissage, assemblage et autres services de finition. Nous travaillerons avec vous en tant que partenaires et non seulement comme fournisseurs.
- Service complet en moulage sous pression et usinage depuis 1987
- Machine de moulage sous pression de 180 à 4400 tonnes
- Plus de 1500 ensembles de pièces de moulage exportés à l'étranger
- Reconnu par les meilleures marques de l'industrie automobile et médicale
- Usine certifiée IATF 16949
- Célèbre «ville de moulage sous pression en Chine»
- Un personnel bien formé vous soutiendra efficacement de la demande de devis à l'expédition.
NINGBO FUERD MÉCANIQUE CO., LTD
Site Web : https://www.fuerd.com