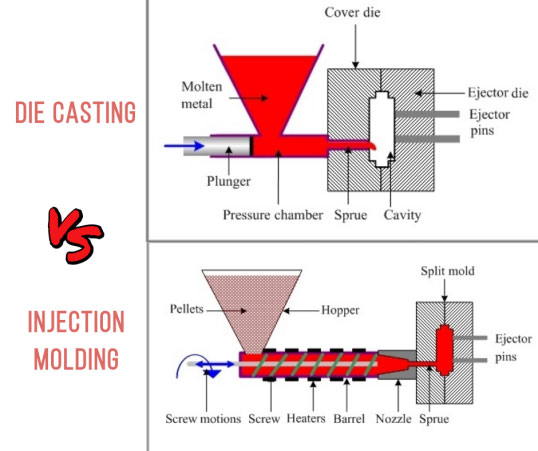
Différence entre le moule de coulée sous pression et le moule en plastique
La structure du moule de moulage sous pression et du moule en plastique est en fait la même. Il faut dire que si vous pouvez faire des moules en plastique, vous devriez être capables de faire des moules de moulage sous pression. La principale différence entre les deux est que sur le manchon de porte d'alimentation, le manchon de porte du moule en plastique est un orifice d'alimentation effilé et mince et le diamètre de l'orifice d'alimentation est relativement petit ; L'orifice d'alimentation de la matrice de moulage sous pression est relativement grand, la conicité de l'alimentation centrale et le diamètre de l'orifice d'alimentation est beaucoup plus grand que celui de la matrice en plastique. Un autre orifice d'alimentation est un manchon rond droit d'un diamètre de 30 ou 40 mm, qui est une structure non disponible dans les moules en plastique. De plus, les moules en plastique et les moules de coulée sous pression sont faits de différents aciers ; Les moules en plastique utilisent généralement de l'acier 45#, du T8, du T10 et d'autres aciers, tandis que les moules de moulage sous pression utilisent principalement de l'acier résistant à la chaleur tel que le 3Cr2W8V.
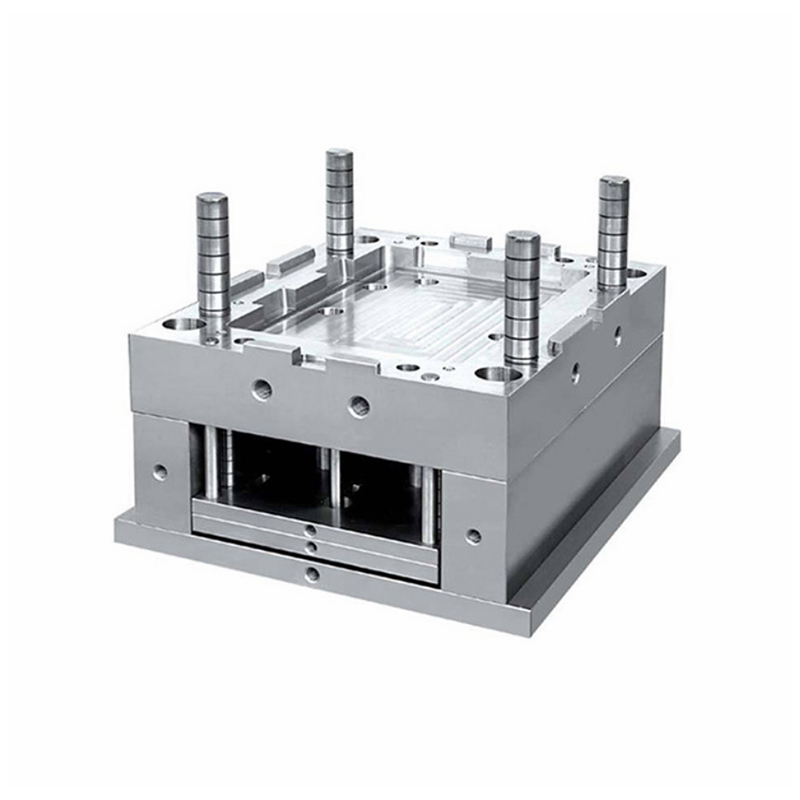
1. La pression d'injection de la matrice de moulage sous pression est élevée, le gabarit doit donc être relativement épais pour éviter toute déformation.
2. La porte du moule de coulée sous pression est différente du moule d'injection, de sorte que le cône de dérivation doit être fabriqué pour décomposer la haute pression du flux de matière.
3. Le noyau de la matrice de moulage sous pression n'a pas besoin d'être trempé car la température dans la cavité de la matrice dépasse 700 ° C pendant le moulage sous pression. Par conséquent, chaque moulage équivaut à une trempe une fois, et la cavité du moule deviendra de plus en plus dure, tandis que le moule d'injection général doit être trempé au-dessus de hrc52.
4. Généralement, la cavité de la matrice de moulage sous pression doit être nitrurée pour empêcher l'alliage de coller à la cavité de la matrice.
5. Généralement, la corrosion de la matrice de moulage sous pression est relativement importante et la surface extérieure est généralement bleuie.
6. Par rapport au moule d'injection, le jeu de montage de la partie de montage mobile du moule de moulage sous pression (tel que le curseur de traction du noyau) est plus grand, car la température élevée dans le processus de moulage sous pression provoquera une dilatation thermique. Si le jeu est trop petit, le moule sera coincé.
7. Les exigences d'appariement de la surface de séparation des matrices de moulage sous pression sont plus élevées, car la fluidité de l'alliage est bien meilleure que celle du plastique. Il est très dangereux que le flux de matière à haute température et haute pression s'échappe du plan de joint.
8. Généralement, le moule d'injection peut être ventilé par cosse et surface de séparation. Le moule de coulée sous pression doit être muni d'une fente d'échappement et d'un sac de récupération des scories (tête de récupération des matériaux froids).
9. Le moulage est incohérent, la vitesse d'injection de la matrice de moulage sous pression est rapide et la pression d'injection d'une section est élevée. Les moules en plastique sont généralement injectés en plusieurs sections pour maintenir la pression.
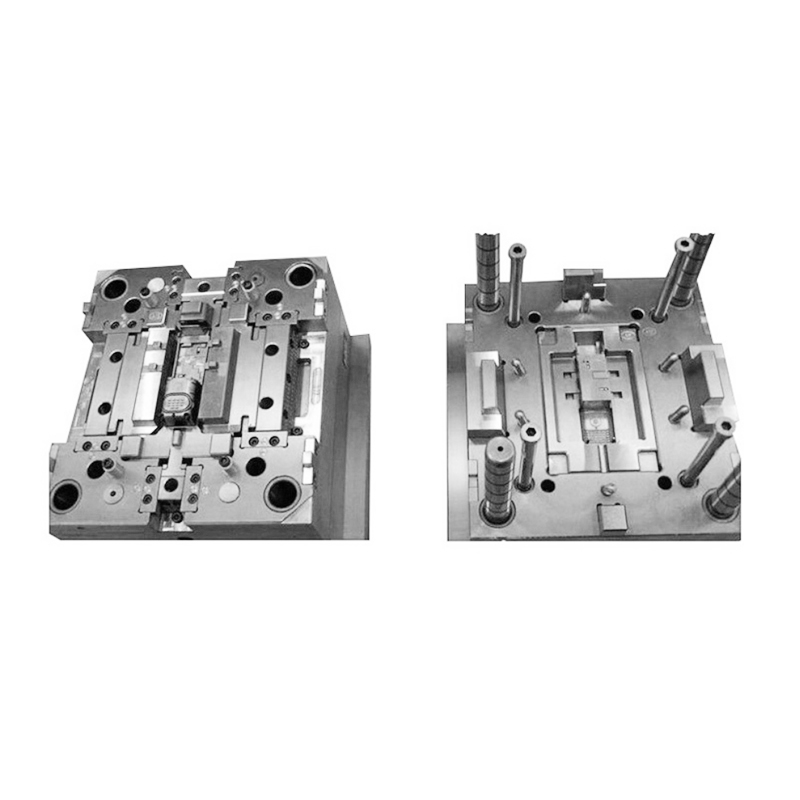
10. Le moule de moulage sous pression est un moule à deux plaques (je n'ai pas vu de moule de moulage sous pression à trois plaques pour le moment). La structure du produit des différents moules en plastique est différente. 3. La filière plate est commune, et les temps d'ouverture et la séquence sont adaptés à la structure de la filière. Notre matrice de moulage sous pression n'utilise généralement pas de cosse carrée, de cylindre et de goupille inclinée (haute température et bonne fluidité de la solution), ce qui est facile à coincer, ce qui entraîne une production de matrice instable. De plus, les moules en plastique et les moules de coulée sous pression sont faits de différents aciers ; Les moules en plastique utilisent généralement de l'acier 45#, du T8, du T10 et d'autres aciers, tandis que les moules de moulage sous pression utilisent principalement de l'acier résistant à la chaleur tel que le 3Cr2W8V.
Ningbo Fuerd a été fondée en 1987, est leader des services complets Outillage de moulage sous pression, moulage sous pression en aluminium, moulage sous pression de zinc, Coulée par gravité fabricant. Nous sommes un fournisseur de solutions offrant un large éventail de capacités et de services qui incluent le support technique, conception, moules, complexe Usinage CNC, imprégnation, culbutage, chrome, revêtement en poudre, polissage, assemblage et autres services de finition. Nous travaillerons avec vous en tant que partenaires et non seulement comme fournisseurs.